Nitriding
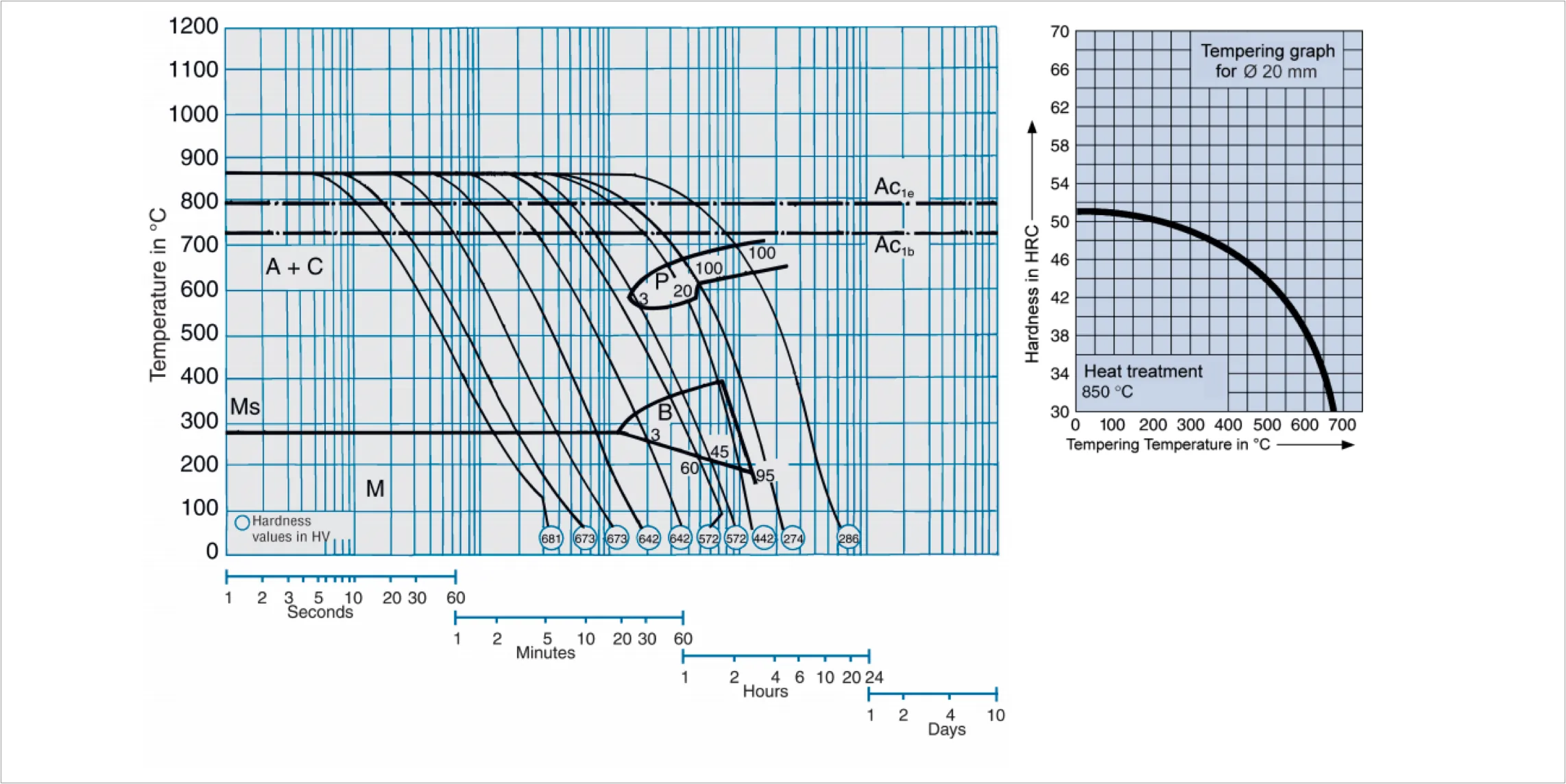
Tools machined from pre-hardened P20+S Plastic Mold Steel may be nitrided to give a wear resistant case of approximately Rockwell C60 surface hardness with a case depth of 0.35mm to 0.5mm. Nitriding also increases the corrosion resistance. After nitriding at 525°C in ammonia gas the surface hardness of the tool will be approximately 650HV.
| Temperature |
525oC |
525oC |
525oC |
| Time(hours) |
20 |
40 |
60 |
| Approx. Depth of Case(mm) |
0.3 |
0.35 |
0.5 |
-
01
Case Hardening
P20+S plastic mold steel can be case hardened to achieve a surface hardness of 55–59 HRC.
-
02
Hard Chromium Plating
After hard chromium plating, the steel should be tempered at 180°C for 4 hours to prevent hydrogen embrittlement.
-
03
Induction Hardening
Induction or flame hardening can produce a hardness of 50–55 HRC. Air cooling is preferred, but smaller parts may need forced cooling. Temper the steel immediately after hardening.