H13 | 1.2344 | SKD61
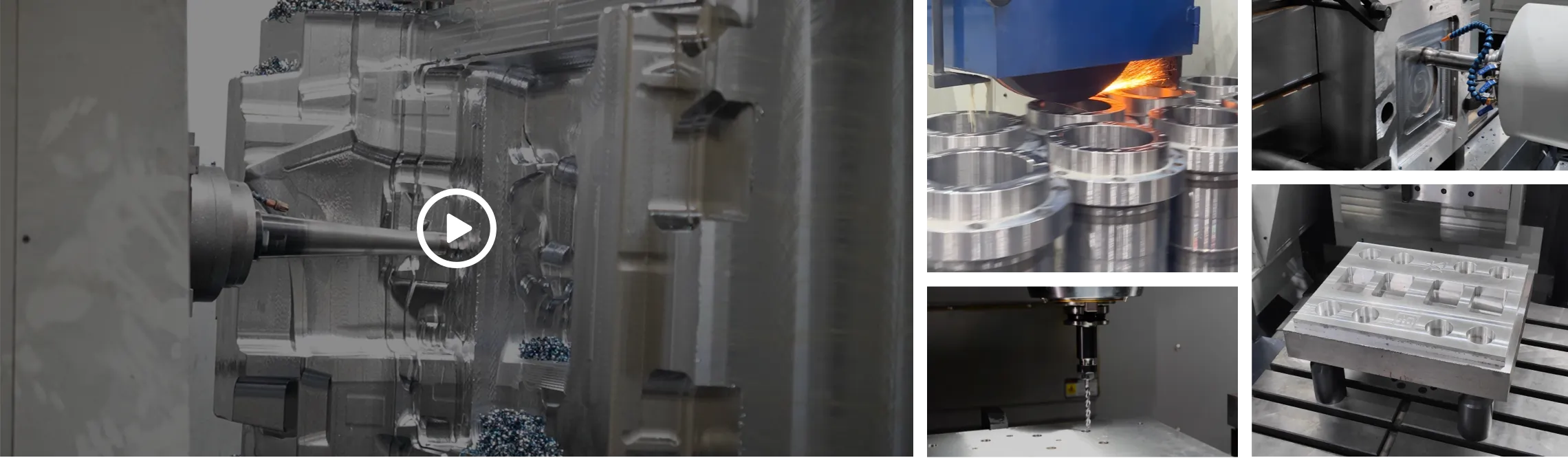
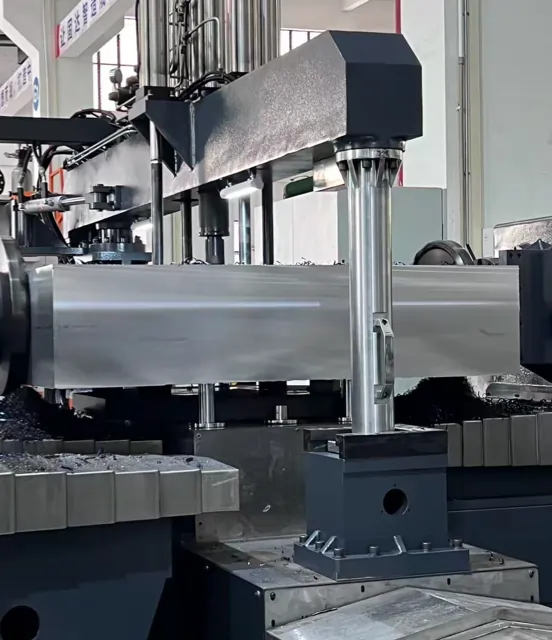
Hot Work Steel Supplier
with Full Machining Service
2800+
Tons in Stock

Full Sizes Available

Fast in delivery
2800+
Tons in Stock
Full Sizes Available
Fast in delivery
Category
Hot Work Tool Steel
Delivery condition
Hot rolled & Hot forged, Soft annealed to max.229HB
Supply form
Round bar, Flat bar
Chromium hot-work tool steels are classified as group H steels by the AISI classification system.This series of steels star from H1 to H19.H11 tool steel equivalent materia includes European EN, ISo, German DIN 1.2343/X37CrMoV5-1,Japanese JIS standard SKD 6, Chinese GB 4Cr5MoSiV, Rusia GOST 4X5MФC,etc
| Corresponding international common brands | Hardness | Chemical Composition (%) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CHINA | US | JAPAN | GERMNAY | C | Si | Mn | P | S | Cr | Ni | Mo | V | |
| 4Cr5MoSIV1 | H13 | SKD61/DHA1 | 1.2344 | HR≤230 | 0.32-0.45 | 0.8-1.2 | 0.2-0.4 | - | ≤0.03 | 4.7-5.5 | - | 1.1-1.5 | 0.8-1.2 |
| Tensile Strength | Yield Strength | Elongation | Impact Toughness | Hardness | Compressive Strength | Modulus of elasticity |
|---|---|---|---|---|---|---|
| 1550 MPa-2050MPa | 1000-1380 MPa | 10%-15% | 20 J/cm2-40 J/cm2 | 45-52 HRC | 2550MPa | 215 GPa |
Depending on the precise composition and heat treatment of the H13 steel, the physical attributes may differ somewhat. It's always advisable to refer to the manufacturer’s specifications for accurate information.
| Coefficient of thermal expansionat °C | 20-100 | 20-210 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 |
| 10-4m/(m*K) | 10.8 | 12 | 12.4 | 12.7 | 13.1 | 13.3 | 13.5 |
| Thermal Conductivity °C | 20 | 350 | 700 |
| W/(m*K)Annealed | 27.1 | 30.4 | 33.2 |
| W/(m*K)Quenched & Tempered | 25.4 | 27.7 | 30.4 |
H13 offers medium to good machinability. Its machinability is rated at 75% compared to the low-alloy, easy-to-machine W-series water-hardening tool steels.
Hardness tests were performed on 1-inch round H13 samples that were air-quenched at 1850°F, then tempered for two hours before cooling.
Heat the steel evenly to 820–840°C until the whole section reaches temperature. Then quench in oil to cool.
Heat the steel uniformly to about 900°C to achieve a normalized structure.
Heat P20 steel to 770–790°C, hold it well at temperature, and then let it cool slowly inside the furnace.
Heat the steel evenly and hold it for at least 1 hour per 25 mm of thickness at the chosen tempering temperature. Allow it to cool in still air.
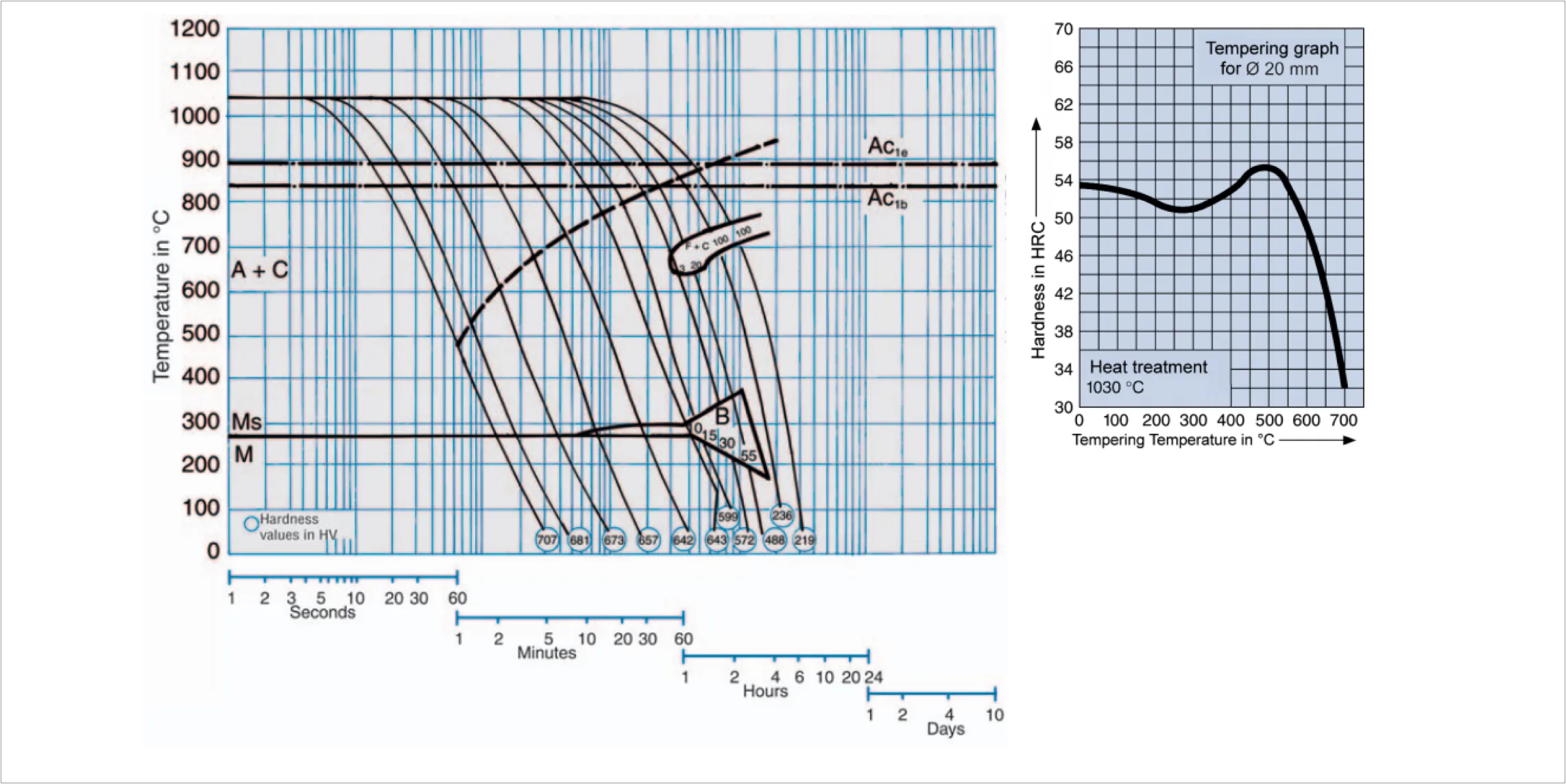
| Soft annealing °C | Cooling | Hardness HB | Stress-relief annealing °C | Cooling | Hardening °C | Quenching | Hardness after quenching HRC |
|---|---|---|---|---|---|---|---|
| 760 - 810 | Furnace | max. 240 | approx. 610 - 660 | Furnace | 1030 - 1060 | Air ,oil or saltbath, 500 - 550 °C | 55 |
| Tempering °C | 100 | 210 | 300 | 400 | 500 | 550 | 600 | 650 | 700 |
| HRC | 54 | 53 | 53 | 55 | 56 | 54 | 51 | 43 | 34 |
Size: Can be tailored to your requirements
RFQ OF 1.2344 STEELWe support complete customization to match your requirements



















2000+
TONS IN STOCK
80%
REPEAT PURCHASE RATE
7/24
ONLINE SERVICE
100%
QUALITY GUARANTEE